



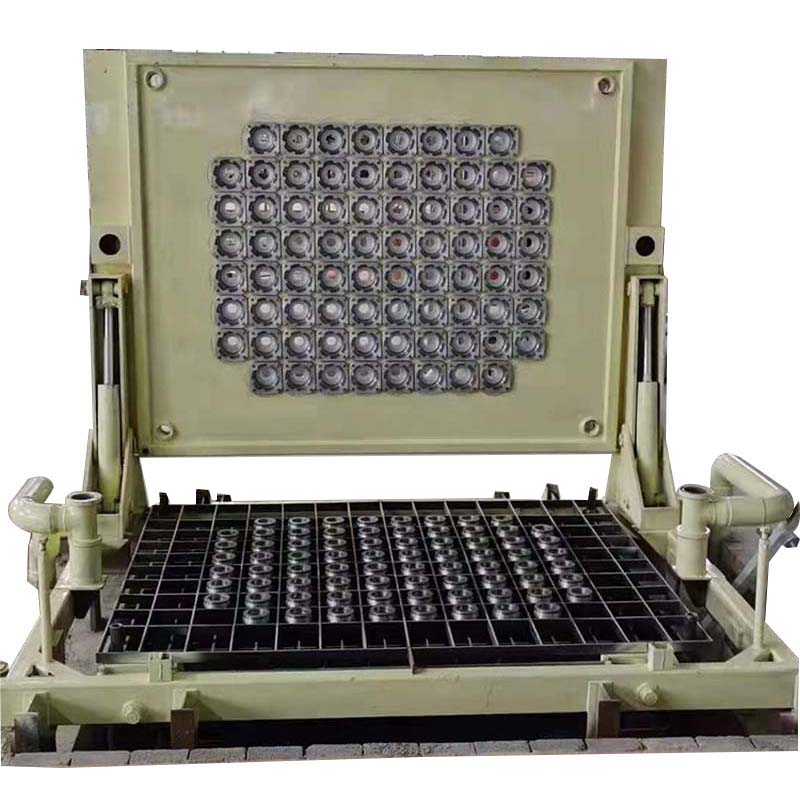
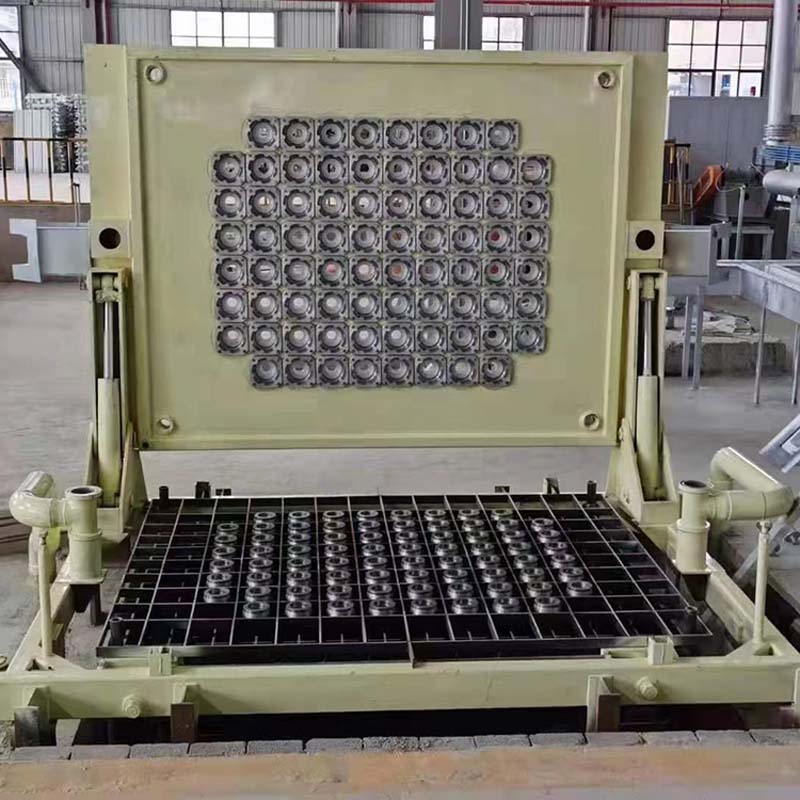


アルミニウム鋳造用ホットトップビレット連続鋳造機
プーラー、油圧ケーブル、ウェルラック、リフター、スチールロープ、ガイドローラーシステムで構成されています。
プーラーはモーター、大型減速機、スチールロープ、ラックなどで作られています。
油圧テーブルは、油圧パワーパック、タンク、回転テーブル、パイプ、バルブなどで構成されています。
ラックの横に油圧テーブルが設置されており、上金型は油圧テーブルに設置され、下金型はリフターラックに設置されており、鋳造中、リフターは下限まで引っ張り、その後高さ制限まで進み、スチールロープを通して鋳造を終了します。
原産地:広東省、中国
状態:新しい、新しい
マシンタイプ:鋳造機、ダイカストマシン
ビデオ送信検査:提供された
機械試験レポート:提供された
マーケティングの種類:2020年の新製品
コアコンポーネントの保証:1年
コアコンポーネント:ギアボックス、モーター、ギア、ポンプ
電圧:380V、50HZ
保証:1年
主なセールスポイント:操作が簡単
ショールームの場所:なし
該当する業界:製造工場
重量 (KG):5000
ビレット長さ:6メートル
ビレット直径:70~406mm
ビレット直径:3-16インチ
鋳造方法:ホットトップ鋳物、エアスリッパ鋳物、オイルスリッパ鋳物
応用:鋳造産業
使用法:丸棒
タイプ:横型連続鋳造機
テクノロジー:自動金型調整
鋳造機は鋳造方式(レベル最密充填ホットトップ)を採用し、ダミーバーにより自動で適所にターゲットを絞り、珪酸紙を使用しません。
1. 鋳造速度は0~250mm/min(無段階速度調整)です。5 kWの牽引力を備えたさまざまな速度制限システムがあります。
2. 鋳造完了後、安定した油圧伝達システムにより鋳造テーブルはプレート上で89℃まで反転できます。自動ビレット鋳造機。
3. 鋳造機は鋳造ジステム (レベル dlose-packed hot.top) を採用しており、ターゲットはダミー バー オートマットボールを備えた右ポストロンで、酸性紙は使用していません。
4. ケーシング速度 0 ~ 250 mm/min (無段階速度調整) 5 kW ラクトンパワーを備えたさまざまな速度システムがあります。
5. 鋳造完了後、鋳造テーブルは安定した水圧伝達システムによりプレート上で 89*C まで反転できます。
| モード化したニオ。 | 弾丸サイズDa.×長さ(mm) | 弾丸数量 (個) | パワー (LIW) | 1回あたりの重量(k) | 取り付け角度(") | まあ彼女 Lx W (mm) |
| ALM-ZB3.5" | 90*6000 | 54 | B | 5562 | 0-89 | 1900*1900 |
| ALMZB5" | 0127*5000 | 32 | B | 5859 | 0-89 | 1800*1800 |
| AM-Z86」 | 01 52*6000 | 20 |
| 5876 | 0-89 | 1600*1600 |
| AM-287」 | 178*6000 | 16 |
| 6446 | 0-89 | 1600*1600 |
| M-288 | 9203*6000 | 12 | B | 6288 | 0-89 | 1600*1600 |
| ALM-209」 | 9230*6000 | 8 | B | 5382 | 0-89 | 1600*1600 |
| M-2B3.5" | 090*6000 | 100 | 11 | 10300 | 0-89 | 2400*2400 |
| アウム-2B5」 | *127*6000 | 60 | 11 | 10987 | 0-89 | 2300*2300 |
| ALMZB5.5" | 0140*6000 | 42 | 11 | 10468 | 0-89 | 2000*2000 |
| ALM-ZB6」 | 152*6000 | 36 | 11 | 10577 | 0-9 | 2000*2000 |
| AM-2B7* | 178*6000 | 26 | 11 | 10476 | 0-89 | 2100*2100 |
| ALM-ZB8" ; | 203*6000 | 20 | 11 | 10481 | 0-89 | 1800*1800 |
| AM-ZB9* | 230*6000 | 16 | 11 | 10764 | 0から9 | 1800*1800 |
注意事項 上記の技術パラメータは参考用です。最終的な詳細は最終契約の対象となります。
1) 同一レベルのホットトップ鋳造プレートは、統合された供給および分配プレートを使用して複数のホットトップ金型を接続し、鋳造ディスクのセット全体の各金型内の金属液面が同じレベルになるようにします。同じレベルにある鋳造ディスクのセット全体では、流れるアルミニウム液体は、先に形成された酸化アルミニウム皮膜の下を流れ、二次汚染や金属の酸化燃焼を防ぎます。
2) 同時に、水平面を最大限に活用するために、金型を密に配置した短い金型として設計し、マルチロッド鋳造を実現できます。
3) アルミニウムの溶湯量が多く、途中での放熱が少ないため、鋳造温度を下げることができ、結晶の過冷却度が大きく、自然核生成速度が高く、結晶粒が微細化されます。ショートモールドの固有の特性に加えて、アルミニウム溶湯は通常のホットトップ鋳造に比べてモールド内での有効結晶化高さが短く、液キャビティの深さが浅く、鋳造棒の偏析層が薄くなっています。 、粒子がより均一になり、外観がより滑らかになります。
4)装置全体を組み立てます。つまり、鋳造プラットフォームとダミーベースを事前に位置決めして組み合わせ、鋳造機のシャーシと傾斜機構に取り付け、装置と組み合わせて使用します。ワイヤーロープまたは油圧ガイドコラムリフト。
2. 製品の利点
1) 上型シャントプレートの流れ開口部に台形設計を採用し、清算プロセス中のアルミニウムの垂れ下がり現象を軽減し、シャントプレートの寿命を延ばします。
2) 上部ダイプレートはガイドチューブとアダプタープレートの一体設計を採用し、アルミニウムロッドの表面にアルミメッキと絞りが発生する現象を回避し、同時に摩耗部品のコストを削減できます。
3)内部水循環冷却を採用しており、分流板と主溝の保温効果が良く、鋳造工程中の液面変動が小さく、スラグやスラグの搬送が容易ではありません。





